





§ 31.
Основные сведения о литейной оснастке
Изготовление литейных форм из формовочной смеси производится по моделям, при помощи которых получают внутренние полости в формах. Стержни, которые применяют для выполнения отверстий и полостей в литой детали, изготовляют в стержневых ящиках. Чтобы предотвратить разрушение форм при транспортировке и заливке, их изготовляют в специальных металлических ящиках (без дна и крышки), называемых опоками.
Для изготовления несложных по форме отливок используют неразъемные модели (рис. 27,а), а для более сложных отливок применяют разъемные модели (рис. 27,6).
Рабочая поверхность моделей и стержневых ящиков должна быть гладкой и чистой. Это необходимо для того, чтобы отпечаток модели в форме получился четкий.
Материалом для изготовления модельной оснастки служат древесина, металлы, пластмассы, гипс, цемент. Материал выбирают в зависимости от характера производства и сложности детали.
Модельную оснастку изготавливают в модельных цехах. Конструкции моделей создают технолог-литейщик, разрабатывающий технологию изготовления отливки, и модельщик, разрабатывающий технологию изготовления модели.
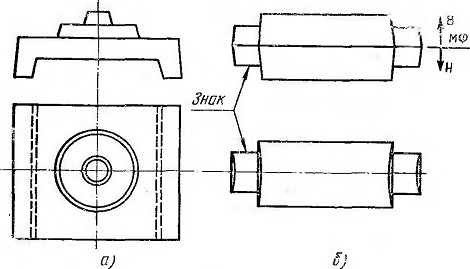
Рис. 27. Модели:
а — неразъемная, б — разъемная
Технолог-литейщик на технологическом чертеже
отливки указывает плоскость разъема модели, назначает припуски на
механическую обработку отливки, указывает усадку, размеры стержневых
знаков, границу между стержнями, проектирует литнико-•вую усадку.
Плоскость разъема выбирают такой, чтобы она обеспечивала срободное
извлечение модели из формы при минимальном числе отъемных частей.
Величина припуска на механическую обработку зависит от габаритных
размеров детали и положения данной поверхности в форме во время заливки
и регламентируется для стальных отливoк по ГОСТ 2009—55, а для чугунных
по ГОСТ 1855—55.
Процесс охлаждения жидкого металла в форме сопровождается уменьшением
его объема. Такое явление называется усадкой. Для получения размеров
отливки в соответствии с заданными по чертежу все размеры на моделях
должны быть больше на величину усадки металла. Усадка выражается в
процентах и для всех сплавов имеет разное значение. Так, серый чугун
имеет .линейную усадку 0,8—1,2%, углеродистая сталь — 1,5—2%, медные
сплавы — 1,0—1,5%, алюминиевые сплавы — 1,5—1,95%. При изготовлении
моделей пользуются так называемым усадочным метром или линейкой. Каждое
деление такого метра больше эталонного на величину усадки.
Чтобы модель легко вынималась из формы, не вызывая ее повреждений на
плоскостях модели, перпендикулярных разъему формы, предусматривают
формовочные уклоны (ГОСТ 3212—57*).
В большинстве случаев стержни устанавливают и укрепляют в форме на
знаках. Конструкция знака зависит от конфигурации и габаритов стержня.
Стержневые знаки должны обеспечивать устойчивое положение стержня в
форме до заливки и во время заливки. Для этого они должны иметь
определенные размеры .(ГОСТ 3606—57) .

Рис. 28. Модельные плиты: а — односторонняя, б —
двусторонняя, в — протяжные
В технологическом чертеже отливки указывают размеры
всех элементов литниковой системы, состоящей из вертикальных и
горизонтальных каналов, по которым металл поступает в полость формы.
Оснастку из дерева применяют в единичном и мелкосерийном производстве.
Такие модели после изготовления покрывают краской (ГОСТ 2413—67).
В литейных цехах массового и крупносерийного производства используют
металлические модели. В настоящее время применяют модели, изготовленные
из пластических масс.
При машинной формовке используют односторонние, двусторонние и протяжные
модельные плиты (рис. 28).
Протяжные плиты применяют при изготовлении сложных отливок, имеющих
малый уклон вертикальных стенок. Модельная плита (рис. 28, в) состоит из
верхней (протяжной) 1 и нижней плиты 2. Верхняя плита имеет отверстие,
которое точно соответ-ствует наружному контуру модели. При извлечении
модели из формы опускается только нижняя плита 2, а края протяжной плиты
1 удерживают смесь в опоке, предохраняя ее от обвала.
Содержание
- 1. Г.В. Просяник Изготовление оболочковых форм и стержней читать онлайн
- 2. Введение - Изготовление оболочковых форм и стержней
- 3. Общие сведения о металлах и сплавах
- 4. Понятие о структуре сплавов
- 5. Понятие о коррозии металлов
- 6. Серый чугун
- 7. Ковкий чугун
- 8. Углеродистые стали для фасонных отливок
- 9. Легированные стали со специальными свойствами
- 10. Маркировка углеродистых и легированных сталей
- 11. Термическая и химико-термическая обработка сталей
- 12. Цветные металлы и сплавы
- 13. Металлокерамические твердые сплавы
- 14. Абразивные материалы
- 15. Обработка металла давлением
- 16. Сварка металлов
- 17. Обработка металлов резанием
- 18. Основные сведения о слесарной обработке
- 19. Схема технологического процесса производства отливок
- 20. Понятие о свойствах формовочных и стержневых смесей
- 21. Песчано-глинистые материалы
- 22. Связующие материалы в литейном производстве
- 23. Противопригарные материалы в литейном производстве
- 24. Высокоогнеупорные материалы в литейном производстве
- 25. Формовочные и стержневые смеси в литейном производстве
- 26. Контроль формовочных материалов и смесей в литейном производстве
- 27. Основные сведения о литейной оснастке
- 28. Изготовление литейных форм и стержней
- 29. Элементы литниковых систем
- 30. Основные типы плавильных печей
- 31. Заливка литейных форм
- 32. Выбивка форм, очистка и обрубка отливок
- 33. Специальные виды литья
- 34. Литье под давлением
- 35. Литье по выплавляемым моделям
- 36. МЕХАНИЗАЦИЯ И АВТОМАТИЗАЦИЯ ЛИТЕЙНОГО ПРОИЗВОДСТВА
- 37. Элементы механизации процессов приготовления и раздачи формовочных истержневых смесей
- 38. Механизация и автоматизация формовочных и стержневых работ
- 39. Основы механизации и автоматизации составления и загрузки шихты взагранку
- 40. Пути автоматизации заливки литейных форм
- 41. Механизация и автоматизация выбивки и очистки отливок
- 42. Механизация транспортных средств в литейном производстве
- 43. Синтетические смолы
- 44. Фенолформальдегидные резольные смолы
- 45. Понятие о методах испытаний связующих в литейном производстве
- 46. Характеристика катализаторов в литейном производстве
- 47. Формовочные лески в литейном производстве
- 48. Новые формовочные материалы в литейном производстве
- 49. Добавки в песчано-смоляные смеси в литейном производстве
- 50. Разделительные составы в литейном производстве
- 51. Противопригарные покрытия в литейном производстве
- 52. Клеи для оболочковых форм
- 53. Типы песчано-смоляных смесей
- 54. Методы испытания песчано-смоляных смесей
- 55. Механические свойства песчано-смоляных смесей
- 56. Механические свойства песчано-смоляных смесей - часть 2
- 57. Физико-химические свойства песчано-смоляных смесей
- 58. Технологические свойства песчано-смоляных смесей
- 59. Составы песчано-смоляных смесей
- 60. Методы изготовления оболочковых форм из сухих песчано-смоляных смесей
- 61. Свободная насыпка с помощью рамки
- 62. Методы изготовления оболочковых форм из сухих песчано-смоляных смесей -часть 3
- 63. Методы изготовления оболочковых стержней из сухих песчано-смоляных смесей
- 64. Формирование оболочковых стержней с помощью центробежного метода
- 65. Методы изготовления оболочковых форм и стержней из сырых песчано-смоляныхсмесей
- 66. Зависимость физико-механических свойств оболочковых форм и стержней отспособа изготовления
- 67. Способы скрепления оболочковых полуформ
- 68. Машины для изготовления сухих песчано-смоляных смесей
- 69. Машины для изготовления сырых песчано-смоляных смесей
- 70. Основные правила техники безопасности при работе на оборудовании дляизготовления песчано-смоляных смесей
- 71. Элементы установок для изготовления оболочковых форм и стержней из сухойсмеси
- 72. Элементы установок для изготовления оболочковых форм и стержней из сухойсмеси - часть 2
- 73. Элементы установок для изготовления оболочковых форм и стержней из сыройпесчано-смоляной смеси
- 74. Машины для изготовления оболочковых форм из сухой смеси
- 75. автоматические машины АКФ-2
- 76. четырехпозиционная карусельная машина модели 2Б31
- 77. Установка МДФ-240
- 78. Шестипозиционная пескострельно-прессовая установка для изготовлениястопочных оболочковых форм
- 79. Машины для изготовления оболочковых стержней из сухих смесей
- 80. Машина для механизации процесса изготовления оболочковых стержнейнасыпным способом
- 81. установки модели 91875
- 82. Стержневая пескодувная машина конструкции Минского филиала НИИАвтопром
- 83. автомат марки АЦИС-10
- 84. Машины для изготовления оболочковых форм и стержней из сыройпесчано-смоляной смеси
- 85. Установка модели 2БН83 для изготовления оболочковых стержней из сырыхсмесей
- 86. Установка модели 4509Б для изготовления стержней коробчатой конструкцииили оболочковых форм из сырой смеси
- 87. Приспособление для механического скрепления оболочковых полуформ
- 88. Оборудование для скрепления оболочковых полуформ - часть 2
- 89. Полуавтоматическая установка модели 40П-4502
- 90. Установка модели 880 для склеивания оболочковых полуформ
- 91. Высокочастотная установка для склеивания оболочковых полуформ
- 92. Установка карусельного типа для склеивания оболочковых полу-форм
- 93. Основные правила техники безопасности при работе на оборудовании дляизготовления оболочковых форм и стержней
- 94. МОДЕЛЬНАЯ ОСНАСТКА ДЛЯ ИЗГОТОВЛЕНИЯ ОБОЛОЧКОВЫХ ФОРМ И СТЕРЖНЕЙ
- 95. Модельные плиты в литейном производстве
- 96. Элементы литниковых систем
- 97. Вспомогательные устройства при литье в оболочковые формы и стержни
- 98. Приспособления для съема оболочек с плиты в литейном производстве
- 99. Стержневые ящики для изготовления оболочковых стержней
- 100. Заливка форм для получения отливок
- 101. Выбивка отливок из оболочковых форм
- 102. Очистка отливок, полученных в оболочковых формах
- 103. Растрескивание оболочковых форм в литейном производстве
- 104. Рыхлоты и неоднородность поверхности оболочки и стержня
- 105. Коробление оболочковых форм
- 106. Газовые раковины в отливках
- 107. Неметаллические включения в отливках
- 108. Неслитины и спаи в отливах
- 109. Усадочные раковины в отливках
- 110. Литература (Изготовление оболочковых форм и стержней)

от 890.00 руб./шт.

от 185.00 руб./шт.

от 132.00 руб./шт.

от 103.00 руб./шт.

от 391.00 руб./шт.

от 17 518.00 руб./шт.

от 17 518.00 руб./шт.

от 17 518.00 руб./шт.

от 2559.00 руб./шт.

от 1578.00 руб./шт.

от 890.00 руб./шт.